-
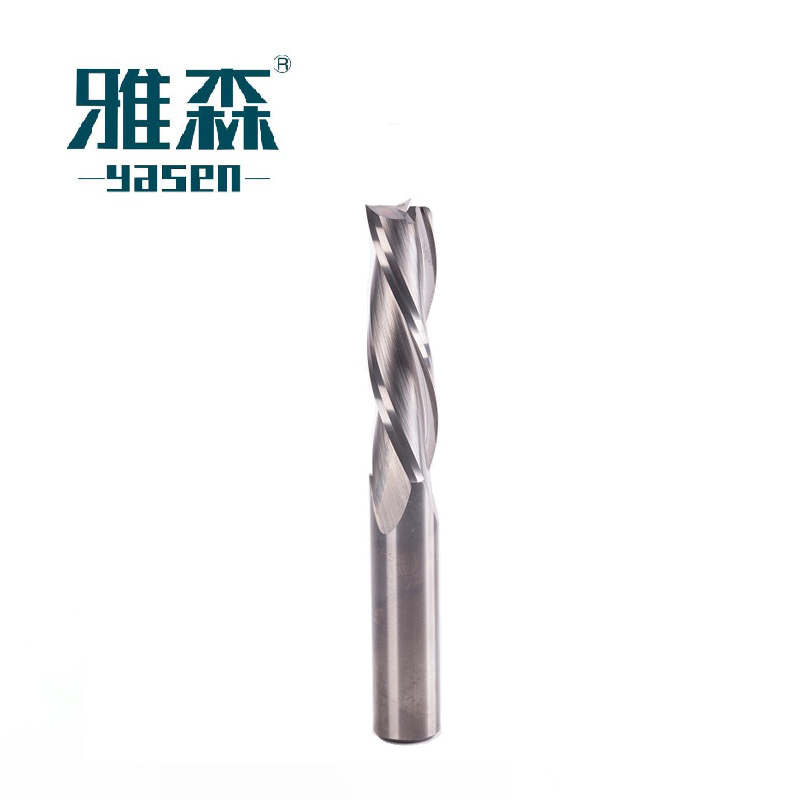
2F/3F/4F Solid hårdmetal spiralfræser
Tekniske detaljer:
- Super-wolframcarbid af høj kvalitet
- 3 spiralskærekanter (Z3)
- Tanddybde max 0,3 mm
- Til hurtig routing på CNC-udstyr, når kantfinish er mindre vigtig
- Opadgående spånudkast
Ansøgning:
Til hurtig fjernelse af materiale i paneldimensioneringsoperationer.
Til fasetilførselshastigheder på CNC-fræsere, bearbejdningscentre og punkt-til-punkt-maskiner til ripping, paneldimensionering, skabelonrouting og andre routingapplikationer
-

CNC træbearbejdning Solid Carbide skrub fræser
Vores ru endefræser er fremstillet af en 5-akset CNC-sliber.
En endefræser kan hurtigt fjerne en stor mængde materiale.Denne endefræser bruger den bølgede tandform skåret i periferien.Alle vores fræsere er lavet af wolframcarbid, og du kan vælge mellem mange hårdhedsgrader – HRC 45/HRC 55/HRC 65/HRA 90/HRA92 (Standard HRA 92).
-
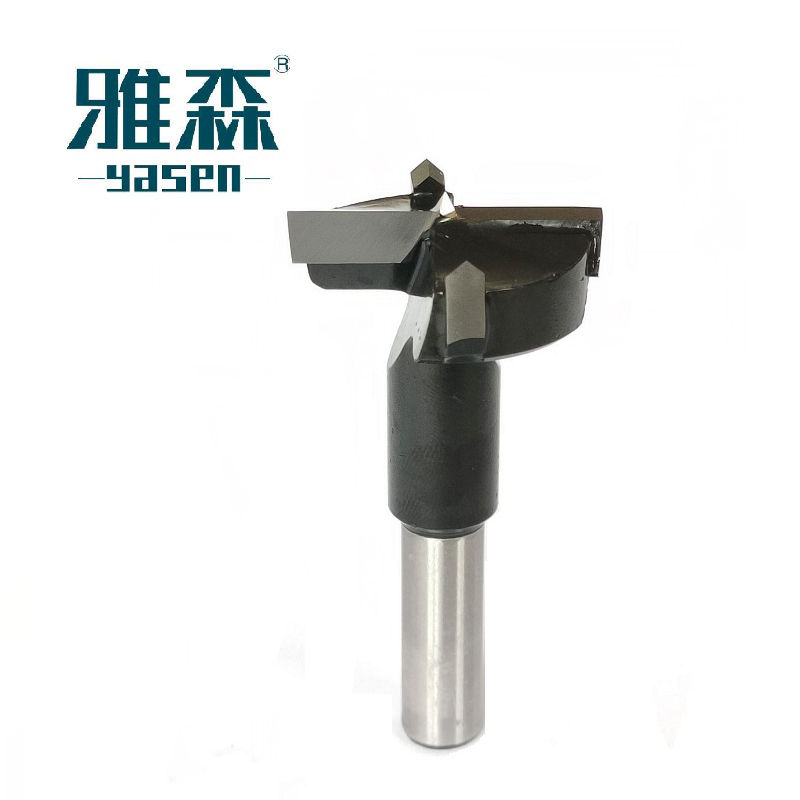
FT hængsel bore forstner bor til stort hul
Tekniske detaljer:
- Superstyrke stål
- Skærdel belagt med orange eller sort
- TCT-hoved med præcisionsafbalanceret midtpunkt.
- 2 præcisionsslebne skærekanter(z2).
- Parallelt skaft med flad drivende og justerbar skrue.
Ansøgning:
Ideel til hængsler
Anvendes på boremaskiner udstyret med chunks eller adaptere.
Anvendes til at bore nøjagtige og rent udskårne blinde huller i MDF, krydsfiner, lamineret, hårdt og blødt træ
-

CNC KJ1 træbearbejdningsbor
Tekniske detaljer:
- Førsteklasses super-wolframcarbid+styrkestål
- 2 spiralskærekanter (Z2)
- Giver fremragende finish på undersiden af emnet
- Opadgående spånudkast
Apanvendelse:
Anvendes alene på boremaskiner og dyvelboreanordninger.
Bruges til at bore gennem huller i massivt træ, trækompositter, MDF, krydsfiner, hårdt og blødt træ.
KJ-1 bor er vores flagskibsprodukter, som er lavet med 5-aksede bearbejdningsmaskiner.
KJ-1 bor er sammensat af wolframcarbid borespids, wolframcarbid borelegeme og stålskaft.Hvad angår svejsemetoden, anvender KJ-1 også den samme plug-in svejsning som TCT.Fordi KJ-1-bor skal bære mere drejningsmoment, kan plug-in-svejsning øge svejseområdet for at sikre borets overordnede stabilitet.Tilsvarende, for at imødekomme forskellige behandlingsbehov, bruger vi også hårdmetal forskelligt fra KJ-1 til KJ-2 og ZY.



